






电磁感应加热设备是所有被加热工工件包括感应加热的统称,也涉及工业管道预热后热,蒸发镀膜,所使用的感应加热电源。下面为大家介绍电磁感应加热设备原理、优缺点、分类等知识。
电磁感应加热设备的工作原理:
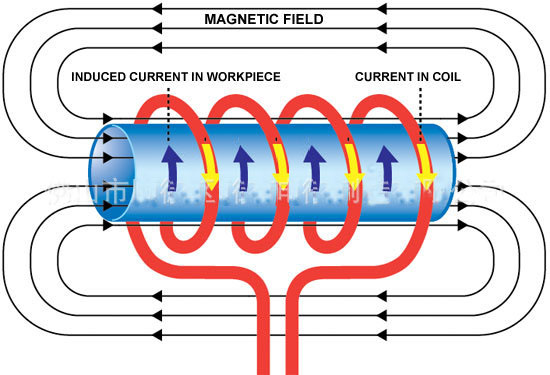
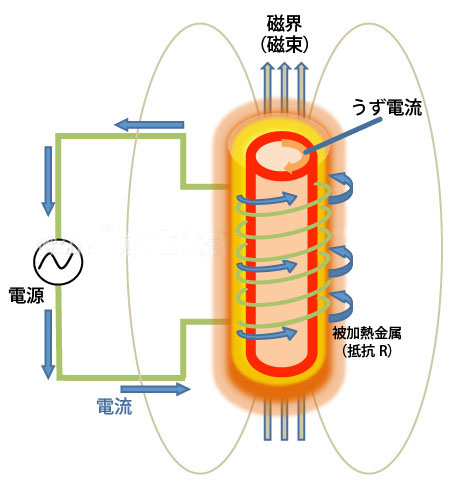
利用交变的电流产生交变的磁场,使其中的金属导体内部产生涡流,从而使金属工件迅速发热,因此一般情况是由加热的效果,有频率,电流,磁场共同决定。
电磁感应加热设备的优点
1、加热速度快,可以使工件在极短的时间内达到所需的温度,甚至可以在1秒以内。从而使工件的表面氧化和脱碳都比较轻微,大多数工件都无须气体保护。
2、经过感应加热方式热处理后的工件,表面硬层下有较厚的韧性区域,具有较好的压缩内应力,使得工件的抗疲劳和破断能力都更高。
3、加热设备便于安装在生产线上,易于实现机械化和自动化,便于管理,可有效地减少运输,节约人力,提高生产效率。
4、使用方便、操作简单、可随时开启或停止。而且无须预热。
5、电能利用率高,环保节能,安全可靠,工人工作条件好,国家提倡,等等。
电磁感应加热设备的缺点:
任何产品都没有十全十美的,它也存在着一些缺点。例如,设备比较复杂,一次需要投入的成本相对比较高,感应部件(感应圈)互换性和适应性较差,不宜于在一些形状复杂的工件上应用等。虽然存在一些缺点,但它的综合指标好,优点明显多于缺点。所以,感应式加热是金属加工的一种主要工艺。是取代煤炭加热、油料加热、燃气加热,以及电炉加热。
下面是对电磁感应加热设备的工作原理一个知识补充
如何究竟感应加热的工作?它有助于有电的原理的基本理解。当交变电流被施加到变压器的初级,交变磁场被创建。根据法拉第定律,如果该变压器次级位于磁场内,电流将被诱导。
在图2所示的基本的感应加热设置,固态射频电源发送的交流电流通过电感器(通常是一个铜线圈),并且待加热部件(工件)放置在电感器内。
电感器用作变压器的初级和部分待加热变成短路二次。当金属部分被放置在电感器内,并进入磁场,循环涡流的部分内感应。
这些涡流流动对金属,产生精确和局部热而不部和电感器之间的任何直接接触的电阻率。
该加热发生两磁性和非磁性零件,并且通常被称为“焦耳效应”,指的焦耳第一定律-科学公式表达由通过导体传递电流产生的热之间的关系。
当磁性部件通过感应器所产生内耗-其次,额外的热量通过滞后磁性部件内产生。磁性材料自然提供到电感器中的快速变化的磁场的电阻。
这种阻力产生内耗从而产生热量。
在加热材料的过程中,因此存在电感和部件之间没有接触,也不会有任何的燃烧气体。该材料被加热可以位于从电源隔离的设置;浸没在液体中,覆盖隔离物质,在气体环境,甚至在真空中。
电磁感应加热设备分类
电磁感应加热根据设备所输出的交变电流的频率高低不同,可将感应加热技术按工作频率分为五类:中频感应加热,中频感应加热,低频感应加热,超高频感应加热。由于交变电流在导体中流动时存在着趋肤效应,随着电流的频率升高,电流会趋向于导体的表层流过。
——中频感应加热
频率范围:一般1KHZ至15KHZ左右,典型值是8KHZ左右。加热深度、厚度约3-10mm。多用于较大工件,大直径轴类,大直径厚壁管材,大模数齿轮等工件的加热、退火、回火、调质和表面淬火及较小直径的棒材红冲、煅压等。
——高频感应加热
频率范围:一般40KHZ至200KHZ左右,常用40KHZ至80KHZ。加热深度、厚度,约1-2mm。多用于小型工件的深层加热、红冲、煅压、退火、回火、调质,表面淬火,中等直径的管材加热和焊接、热装配,小齿轮淬火等。
——低频感应加热
频率最低,频率范围:工频(50HZ)至1KHZ左右,常用的频率多为工频。相对加热深度最深,加热厚度最大,约10-20mm;。主要用于对大工件的整体加热、退火、回火和表面淬火等。
——超高频感应加热
频率相对最高,频率范围:一般200KHZ以上,可高达几十MHZ。加热深度、厚度最小,约0.1-1mm。多用于局部的极小部位或极细的棒材淬火、焊接,小型工件的表面淬火等。



企业网址:http://www.runzhineng.com
联系人:朱秀勇
联系方式:13715213036
直线座机:0755-27170347
业务QQ:2189261281
公司地址:深圳市光明新区公明街道东坑社区鹏凌路2号华丰科技园2栋2楼B
润之能节能科技主营产品:电磁感应加热器、电磁加热器、电磁加热板、电磁加热圈、电磁采暖炉。

